
Emission monitoring with DURAG's dust monitoring solutions
Dust is an air pollutant from industrial emissions that must be monitored. Dust monitors from DURAG GROUP determine the dust concentration in dry and humid flue gases reliably, accurately and continuously. They are robust, durable and low-maintenance, certified for regulatory emission monitoring and represent the best available technology. In addition, monitoring the dust concentration in raw gases enables the optimization of combustion processes.
Industrial Dust Monitoring Equipment for Every Requirement
Depending on the requirements and measuring task, we offer various dust measuring systems that use different physical measuring principles. The measuring devices are installed in the flue gas duct, where they measure the dust concentration in milligrams per cubic meter. The measuring device passes this information on to the plant control room for process control. From there, the data is sent to the relevant authority.
Methods and use of our dust monitors compared
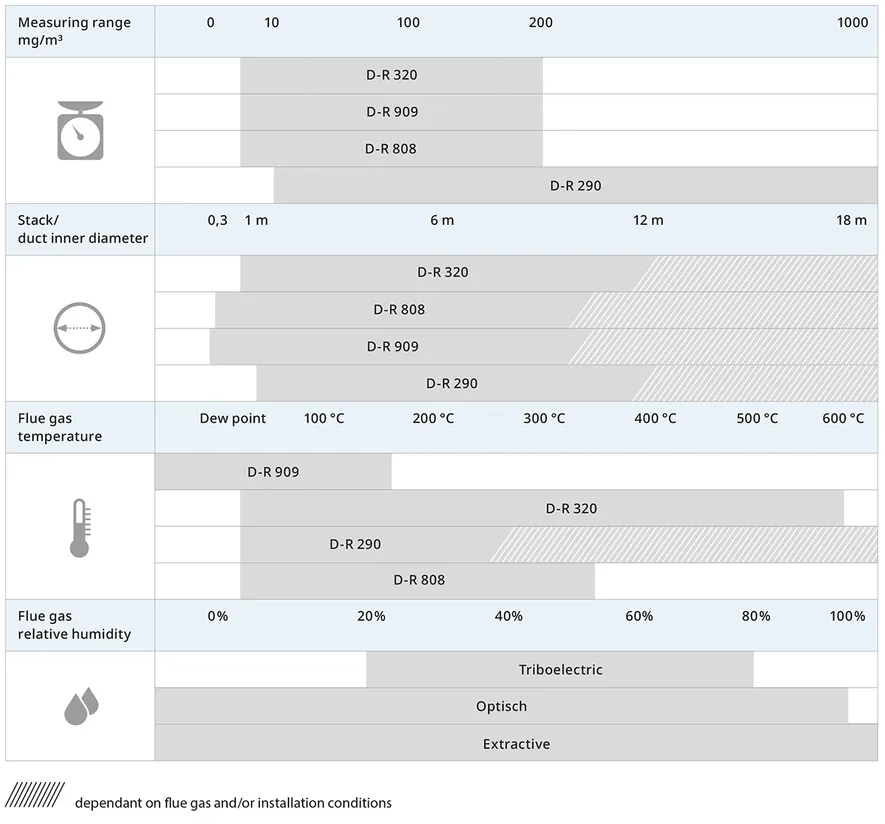
D-R 320

D-R 909
D-R 808

D-R 290

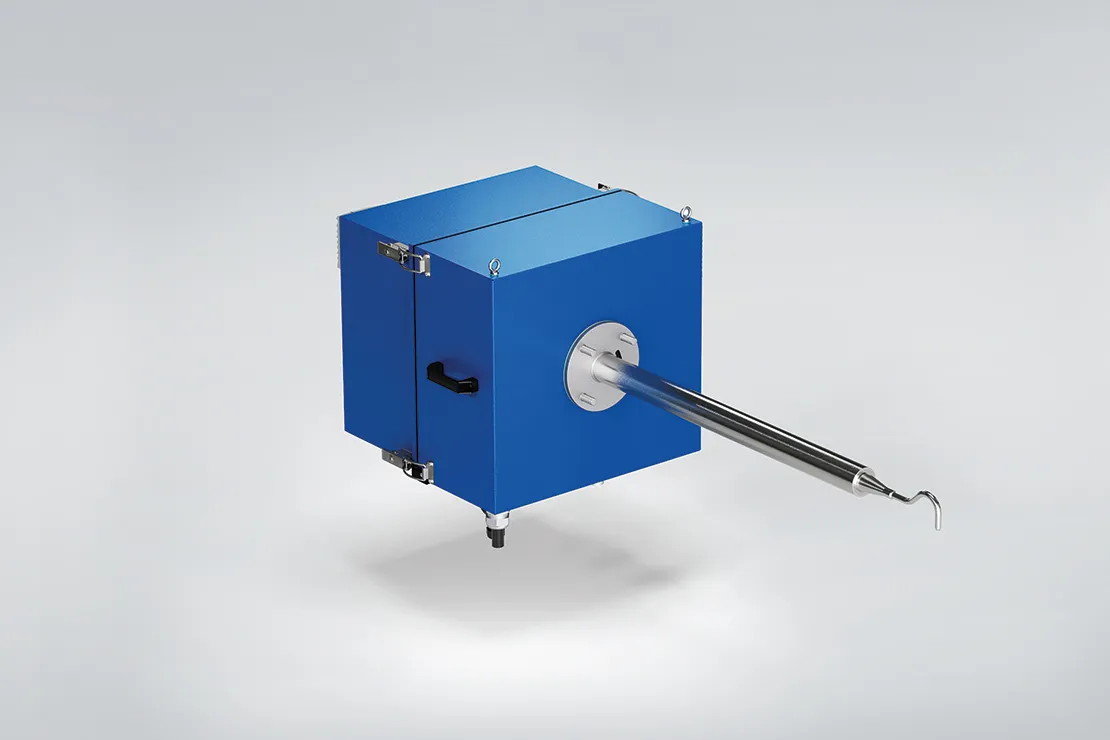
Components of dust measurement systems
A measuring system for measuring dust concentration consists of a measuring device, a supply unit and various other components depending on the product solution. For example, we supply various solutions for the purge air supply and, where required, an operating unit with a display.

Industrial applications of dust monitoring
DURAG dust measurement systems are used in a wide range of industries, including power generation, cement production, waste incineration, metallurgy, chemicals, and pulp and paper. Typical applications include emission monitoring in stack gases, process control after filtration units such as electrostatic precipitators or fabric filters, and monitoring of dust-laden gas flows in drying or cooling processes.
Each of these industries presents specific challenges for dust monitoring. High temperatures, aggressive or corrosive gases, varying particle sizes, and fluctuating dust concentrations place heavy demands on the measuring systems. For example, waste incineration and cement plants often require rugged, low-maintenance systems that deliver stable results even under extreme and changing conditions. In the power and steel industries, reliable performance in high-temperature ducts and the ability to detect small changes in emission levels are crucial.
To meet these diverse requirements, DURAG offers a broad portfolio of dust measurement technologies – including systems based on transmission principles, forward scattering, backward scattering and extractive measurement. Depending on the application, systems are available with various certifications (e.g. QAL1), probe lengths, purge air options, and materials designed for resistance against high temperatures or chemically aggressive environments. This modular and application-specific approach ensures optimal measurement performance and long-term stability across all industrial sectors.
Case studies and key applications at a glance

Continuous emission measurement in sugar factory with coal-fired boiler

Emission Monitoring Refinery

Emission analysis on islands in the Caribbean and the Indian Ocean

Power Industry

Cement Industry

Steel Industry
Petrochemical Industry

Waste Incineration

Continuous Emission Monitoring Systems (CEMS)
The importance of dust monitoring in emissions control
In industrial plants, dust monitoring is essential for controlling emissions directly before they are released into the atmosphere, usually within flue gas ducts or stacks. By continuously measuring the dust concentration in these exhaust streams, operators can ensure that filtration systems are working effectively and that legal emission limits are being reliably observed.
If dust emissions are not controlled at this stage, it can lead to non-compliance with environmental regulations, increased wear on downstream components and pose risks to occupational safety within the facility. Furthermore, exceeding permitted emission values may result in fines, operational restrictions or reputational damage.
As a leading provider of certified dust measurement technology, the DURAG GROUP offers robust and precise solutions for the continuous monitoring of stack emissions in industrial exhaust gases. Our systems are designed for long-term use in challenging environments, supporting the safe, compliant and efficient operation of your plant.
Your DURAG benefits at a glance:
- Reliable compliance with legal emission limits through precise and continuous measurement
- Early detection of filter malfunctions and process deviations to prevent unplanned downtime
- Robust technology for long-term use even under harsh conditions such as high dust load or elevated temperatures
- Minimized maintenance effort thanks to low-maintenance sensor technologies and automated control functions
- Flexible application with certified systems for various measurement principles (e.g. scattering light) and industries
- Seamless integration into higher-level control systems for complete emissions documentation and efficient process management


This might also interest you

Filter Monitoring

Volume Flow Measurement

Continuous Mercury Monitoring and Analysis
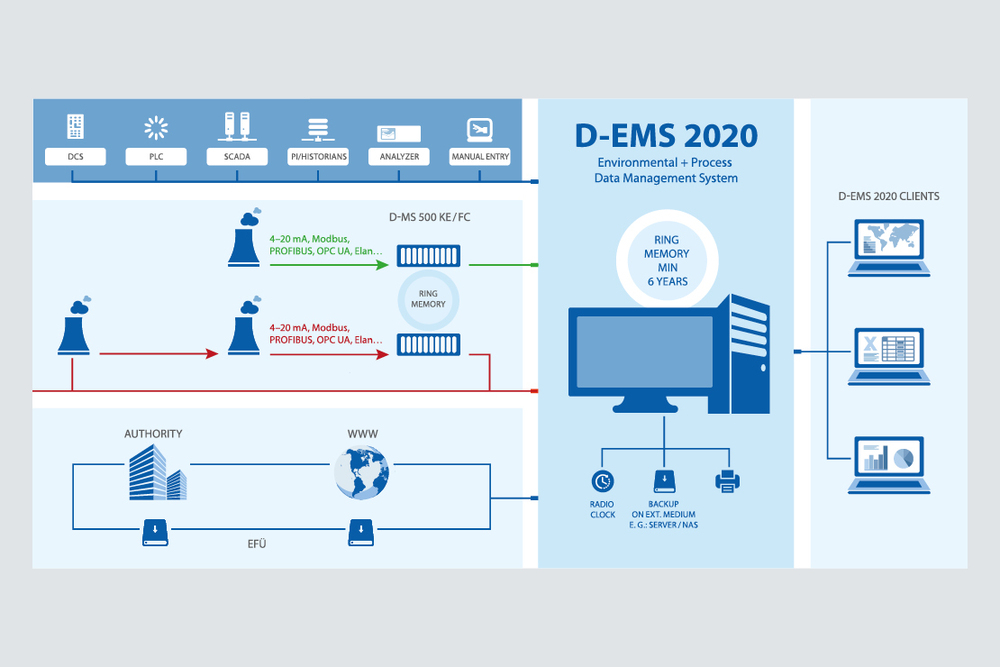
Environmental and process data management | Emission and raw gas
